

")
Vision Inspection System
Applications in Pharmaceutical ProductionVariations in capsule color may indicate issues in production processes, such as improper mixing of ingredients, contamination, or equipment malfunctions. The Automated inspection system is designed to ensure brand integrity and regulatory compliance, providing manufacturers with an advanced, reliable solution to monitor and maintain color uniformity throughout the production process.
Key Technological Components of Vision Inspection System
Enhanced Production Efficiency and Quality
For pharmaceutical companies looking to remain competitive in an increasingly demanding market, adopting an automated color consistency inspection system is an essential step toward future-proofing their operations. By integrating this system into the production process, companies can ensure that every capsule that leaves the production line meets the highest standards of quality, consistency, and safety.
High-Precision Color DetectionVision inspection system employs high-resolution RGB cameras and advanced color detection algorithms to monitor capsule colors across the visible spectrum, ensuring accurate hue assessment and deviation detection. Calibrated to manufacturer-specific color standards, it flags any out-of-tolerance deviations for further inspection, maintaining consistency and compliance.
")
")
Vision AI and Deep Learning AlgorithmsMachine vision system uses AI-driven image processing and deep learning models trained on extensive capsule color datasets to improve detection accuracy and adaptability. It automatically adjusts to different capsule color profiles while compensating for lighting variations, ambient conditions, and minor shape differences.
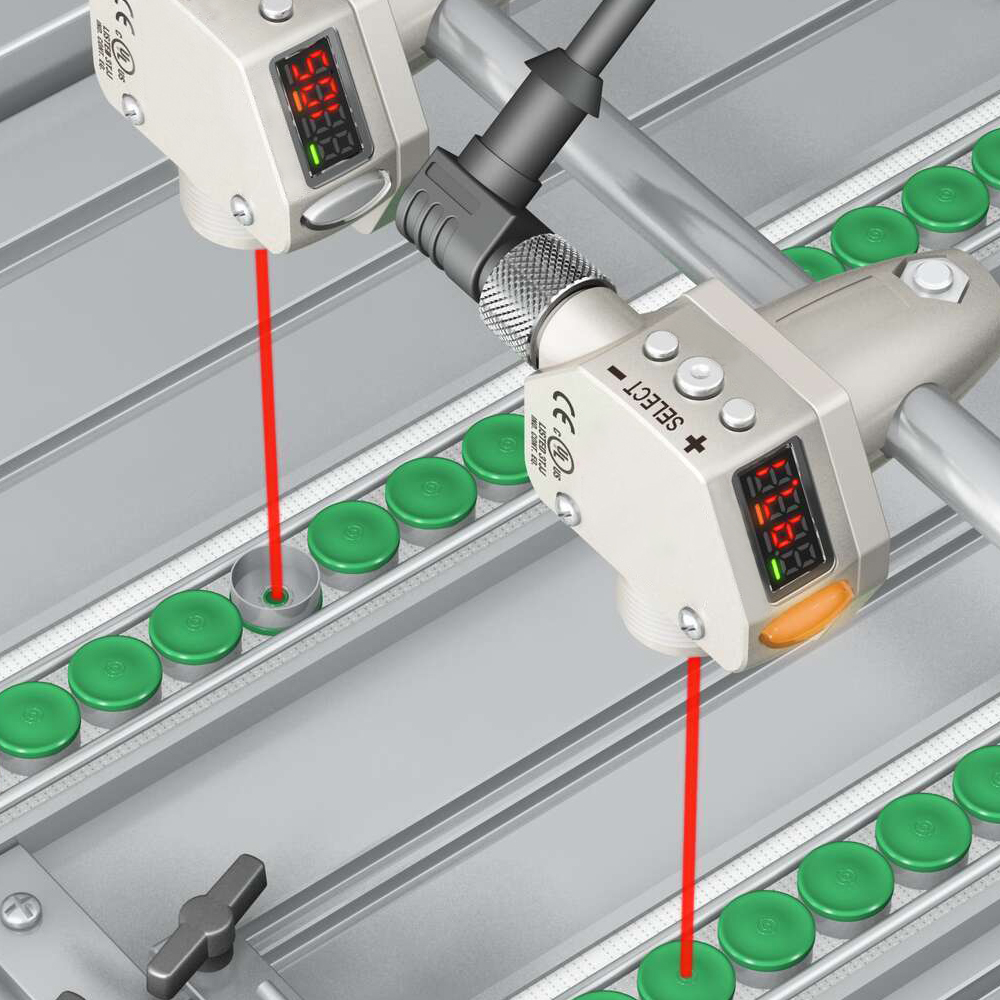
Real-Time Inspection and SortingAutomated visual inspection system can perform real-time color analysis, ensuring that any capsules with color deviations are immediately identified and separated from the production line. The system can automatically trigger a sorting mechanism to Reject Defective Capsules and alert operators to immediate corrective action.
")
")
Comprehensive Data LoggingVision inspection system system continuously logs inspection data to track color consistency, ensuring regulatory compliance with documented results for audits. The data also supports quality assurance by identifying trends in deviations, helping pinpoint issues in materials, equipment, or processes.
Future-Proofing Pharmaceutical Manufacturing
Reduced Risk of Non-Compliance
Automated Inspection System represents a significant advancement in pharmaceutical manufacturing technology. By leveraging cutting-edge imaging, AI-based analysis, and real-time monitoring, it provides an unparalleled solution for ensuring color consistency across all production batches.
Regulatory Compliance
In an industry where regulatory compliance is paramount, visual inspection machine can be configured to meet the stringent guidelines set by regulatory bodies such as the FDA or EMA, providing documentation and traceability for audits and inspections.
")
 AucoVision Automated Bottle Ne
AucoVision Automated Bottle Ne
 Automated Cap Color Consistenc
Automated Cap Color Consistenc
 Auto Medicine Carton Box Damag
Auto Medicine Carton Box Damag
 Syringe Scale Line Verificatio
Syringe Scale Line Verificatio